

Система автоматизированного ультразвукового контроля железнодорожных осей «САУЗК Унискан-Луч ОСЬ-4»

Установка автоматизированного ультразвукового контроля железнодорожных осей САУЗК Унискан-ЛуЧ «ОСЬ-4», разработана и специализирована под проведение автоматизированного ультразвукового иммерсионного контроля всех типов осей. Система обеспечивает проведение ультразвукового контроля согласно нормативных документов РД 32.144-2000, EN 13261, М101, ДСТУ 31334 и BN 918275.
Реализованные методы контроля:
- А2 – контроль продольными волнами с цилиндрической поверхности на наличие внутренних дефектов;
- Т2 - контроль продольными волнами с цилиндрической поверхности структуры металла;
- А3 – контроль поперечными волнами (с использованием наклонных преобразователей) на наличие внутренних дефектов в области галтельных переходов
Конструктивно установка состоит из иммерсионной ванны, зажимных пинолей, сканирующего устройства с линейным приводом и аппаратно-вычислительного комплекса, на базе промышленного компьютера. Для выполнения контроля изделие необходимо поместить в ванну, наполненную иммерсионной жидкостью. Загрузка/выгрузка оси осуществляется с помощью захвата клещами.

Рис.2. Загрузка оси на пост контроля
Контроль производится при вращательном движении оси на центрах и линейном перемещении сканирующих устройств вдоль оси. Причем, все необходимые механические операции для выведения оси на позицию контроля установка производит сама.
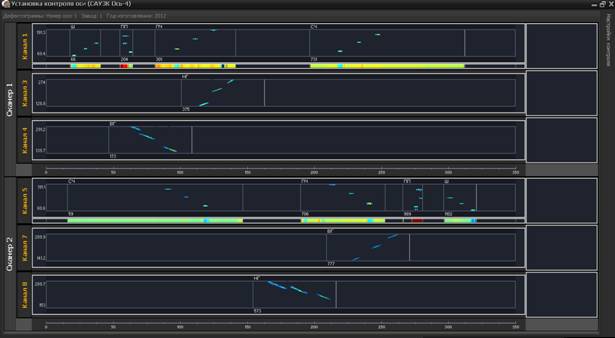
Рис.3. Отображение процесса проведения контроля в виде Б-скана
Результаты хранятся в виде подробной информации о каждом из дефектов:
- пространственная ориентация дефекта;
- координаты расположения дефекта;
- эквивалентная площадь и диаметр дефекта;
- протяженность;
- амплитуда эхо-сигнала от дефекта.
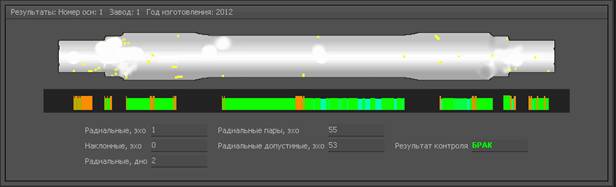
Рис.4. Отображение кратких результатов контроля по окончанию сканирования
Особенности Установки:
- обеспечивает проведение ультразвукового контроля согласно нормативных документов РД 32.144-2000, EN 13261, М101, ДСТУ 31334 и BN 918275;
- обеспечивает проведение 100% ультразвукового контроля тела чистовых осей, а также осей, после предварительной обработки (имеющих чистоту поверхности Ra 25 мкм);
- охватывает все типоразмеры железнодорожных осей;
- может использоваться для контроля любых объектов вращения со сложным профилем;
- процесс проведения контроля полностью автоматизирован;
- метод имеет высокую стабильность акустического контакта.
. Основные характеристики и функциональные возможности установки:
- время контроля одной оси (без учёта процесса загрузки/выгрузки) составляет не более 8 мин;
- время переналадки системы под разные типоразмеры осей – не более 15 мин;
- обслуживание установки осуществляется одним оператором;
- выдача результатов контроля в режиме «online»;
- выдача заключения в формате приведенного к оси Б-скана, обобщенных результатов и заключения в виде Годно/Брак;
- выдача статистических протоколов контроля, а также протокола по одной оси, с отображением всех параметров обнаруженных дефектов;
- сохранение всех результатов контроля в общей базе данных;
- возможность архивирования результатов контроля и их записи на оптические носители информации.
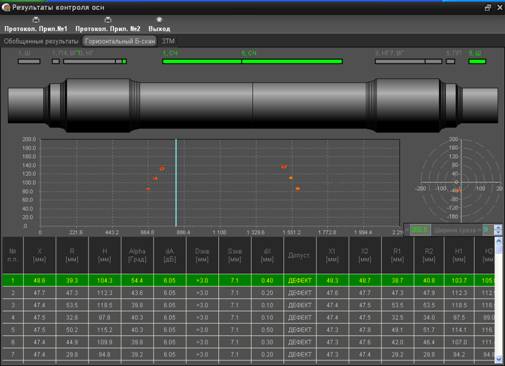
Рис.5. Просмотр результатов контроля
Установка САУЗК «ОСЬ-4» в марте 2013 года была внедрена в цикл производства ЧАО «ЛУГЦЕНТРОКУЗ им. С.С. Монятовского» и показала отличные результаты в эксплуатации. На протяжении введения системы в эксплуатацию, было проконтролировано более ста единиц полуобработанных осей европейского образца и чистовых осей типа РУ1Ш. Проводился контроль структуры металла и наличия внутренних дефектов, в соответствии с нормативными документами РД 32.144-2000 и EN 13261. Внедрение такой системы позволило предприятию выявлять наличие отклонений от норм качества еще на предварительных стадиях производства, чем повысило эффективность, оптимизировало производственный цикл и обеспечило бесперебойность и качество работы цеха по чистовой обработке осей.

Рис.6. Проведение контроля полуобработанной оси на ЧАО «ЛУГЦЕНТРОКУЗ им. С.С. Монятовского».